2025eko irailaren 4a
Eskaner 3Darekin dimentsio kalitate-kontrola: fabrikatzaileentzako gida osoa
Pieza mekanizatuen serie bat ekoizten duzu, zure hornitzailearen galdaketa-lote bat jasotzen duzu edo injekzio-molde bat doitu berri duzu. Galdera giltza beti berdina da: pieza errealak diseinuarekin bat al dator? Eskaner 3Darekin dimentsio kalitate-kontrolak erantzuna ematen dizu modu azkar, bisual eta sakonean: fabrikatutako pieza eskaneatzen duzu, CAD eredu nominalarekin alderatzen duzu eta kolore-desbideraketa-mapa bat lortzen duzu, puntuz puntuz, piezak non betetzen duen eta non ez erakusten duena. Gida honetan prozesu osoa nola funtzionatzen duen azaltzen dizugu, noiz du zentzua metodo tradizionalen aurrean eta zer motatako txostenak lor ditzakezun.
Zer da dimentsio kalitate-kontrola eta zergatik garrantzitsua den
Dimentsio kalitate-kontrola fabrikatutako pieza baten dimentsioak, formak eta tolerantziak diseinuaren espezifikazioekin bat datozela egiaztatzean datza. Funtzionatzen duen pieza baten eta muntaketan arazoak sortzen dituen, azken bezeroak baztertzen duen edo ekipo baten segurtasuna arriskuan jartzen duen pieza baten arteko muga da.
Edozein fabrikazio-prozesutan —mekanizazioa, galdaketa, estanpazioa, plastikozko injekzioa, soldadura— diseinu nominalaren aldean desbideraketak existitzen dira. Kontua ez da desbideraketarik dagoen, baizik eta desbideraketa horiek onargarriak diren tolerantzien barruan erortzen ote diren. 50,00 mm neurtu beharko lukeen ardatz batek eta 50,03 mm neurtzen duenak h7 tolerantzia badu guztiz baliogarria izan daiteke, baina onarrezina h6 tolerantzia bada. Dimentsio-kontrola erabaki hori datu objektiboekin hartzeko aukera ematen duena da, ez balorazio subjektiboekin.
Tradizionalki, kontrol hau eskuzko tresnekin (kalibreak, mikrometroak, galgak) edo koordenatuen neurketa-makinekin (MMK) egin da. Metodo hauek balio dute aplikazio askotan, baina muga garrantzitsuak dituzte piezak geometria konplexuak, gainazal kurbatuak dituenean edo gainazal osoa ikuskatu behar duzunean puntu gutxi batzuk soilik ordez. Hortxe sartzen da eskaner 3Darekin dimentsio kalitate-kontrola.
Metodo tradizionalak vs eskaner 3D
Eskaner 3Darekin lan-fluxuan sakondu aurretik, ikuskapen-metodo bakoitzak zer ekartzen duen eta zertan desberdintzen diren ulertzea komeni da. Konparaketa honek zure kasu zehatzerako zeinek du zentzurik handiena erabakitzen lagunduko dizu. Eskaner 3Daren eta koordenatuen neurketa-makinaren arteko konparaketa sakon bat nahi baduzu, artikulu espezifiko bat prestatu dugu eskaner 3D vs MMK.
| Irizpidea | Kalibrea / Galgak | MMK | Eskaner 3D |
|---|---|---|---|
| Neurtutako puntuak | 1 neurketa bakoitzeko | Hamarnaka edo ehunka | Milioika |
| Ohiko zehaztasuna | ±0,01 mm | ±0,002-0,005 mm | 0,025 mm (HandySCAN BLACK+ Elite) / ±0,15 mm (HandySCAN MAX) |
| Pieza bakoitzeko denbora | 5-30 min | 15-60 min | 5-15 min (eskaneatzea) |
| Eramangarritasuna | Osoa | Nulua (ekipo finkoa) | Osoa (eramangarria) |
| Gainazal konplexuak | Oso mugatua | Mugatua | Bikaina |
| Bisualizazio globala | Ez | Partziala | Kolore-mapa osoa |
| Beharrezko prestakuntza | Oinarrizkoa | Altua (programazioa) | Ertaina |
Kalibrea eta galgak tailerreko neurketa puntual azkarretarako ezinbesteko tresnak dira. MMKa erreferentzia da puntu zehatzetan zehaztasun maximoa eta oso tolerantzia zorrotzak (0,01 mm azpitik) behar dituzunean. Eskaner 3Da nabarmentzen da fabrikatutako pieza 3D CAD ereduarekin alderatu behar duzunean modu globalean: ez dituzu puntu solteak neurtzen, gainazal osoa harrapatzen duzu eta begirada batez non dauden arazoak ikusten duzu.
Praktikan, hiru teknologiak fabrika askotan bizi dira elkarrekin. Galdera ez da zein den hobea abstraktuan, baizik eta zein egokitzen den hobeto pieza-mota, tolerantzia eta ikuskapen-bolumen bakoitzera. Erabaki honetan sakon dezakezu gure artikuluan zenbat kostatzen den 3D eskanatze industriala, non kostu konparatiboak ere jorratzen ditugun.
Nola funtzionatzen du eskaner 3Darekin dimentsio-ikuskapena
Eskaner 3Darekin dimentsio kalitate-kontrola egiteko lan-fluxuak lau fase argi eta garbi definitutan jarraitzen du. Bakoitzak software eta irizpide tekniko espezifikoa behar du.
Fabrikatutako piezaren eskanatzea
Lehen urratsa piezaren geometria erreala eskaner 3D baten bidez harrapatzea da. PROMECADen Creaform HandySCAN BLACK+ Elite (0,025 mm-ko zehaztasuna) eta HandySCAN MAX (±0,15 mm, formatu handiko piezak) eskanerrak erabiltzen ditugu, minutu gutxitan gainazaleko milioika puntu harrapatzeko aukera ematen digutenak. Eskanatzea gure instalazioetan edo zuzenean bezeroaren plantan egin daiteke: ekipoa guztiz eramangarria da eta ez du ingurune-baldintza berezirik behar. Oso pieza handietarako edo instalazio osoetarako, gure Trimble X7arekin osatzen dugu, 0,6 eta 80 metro arteko barrutiak estaltzen dituena.
Eskanatzearen emaitza piezaren gainazal erreala ordezkatzen duen puntu-hodei trinko bat da, interpretaziorik edo hurbilketarik gabe fabrikatua den bezala. Hau da dimentsio-analisiaren lehengaia.
CAD eredu nominalarekin lerrokatzea
Puntu-hodeia (edo prozesatutako sare poligonala) lortu ondoren, hurrengo urratsa erreferentziazko CAD ereduarekin lerrokatzea da —inspekzionatu behar den diseinu nominala—. Lerrokatze hau kritikoa da ondorengo emaitza guztiak baldintzatzen dituelako. Hainbat modutan egin daiteke: best-fit (gutxieneko karratuen doikuntza), datum bidez lerrokatzea (piezaren erreferentzia funtzionalak) edo RPS lerrokatzea (Reference Point System) planoaren espezifikazioen arabera.
Lerrokatze-metodoaren aukeraketa ez da hutsala. Best-fit lerrokatzeak desbideraketak modu uniformean banatzen ditu eta ikuspegi orokorreko erabilgarria da, baina arazo funtzionalak ezkutatu ditzake. Datum bidezko lerrokatzeak pieza errealitatean nola muntatuko den islatzen du eta, beraz, benetan garrantzia duten desbideraketak erakusten ditu. PROMECADen, txostena sortu aurretik beti adosten dugu bezeroarekin lerrokatze-metodoa.
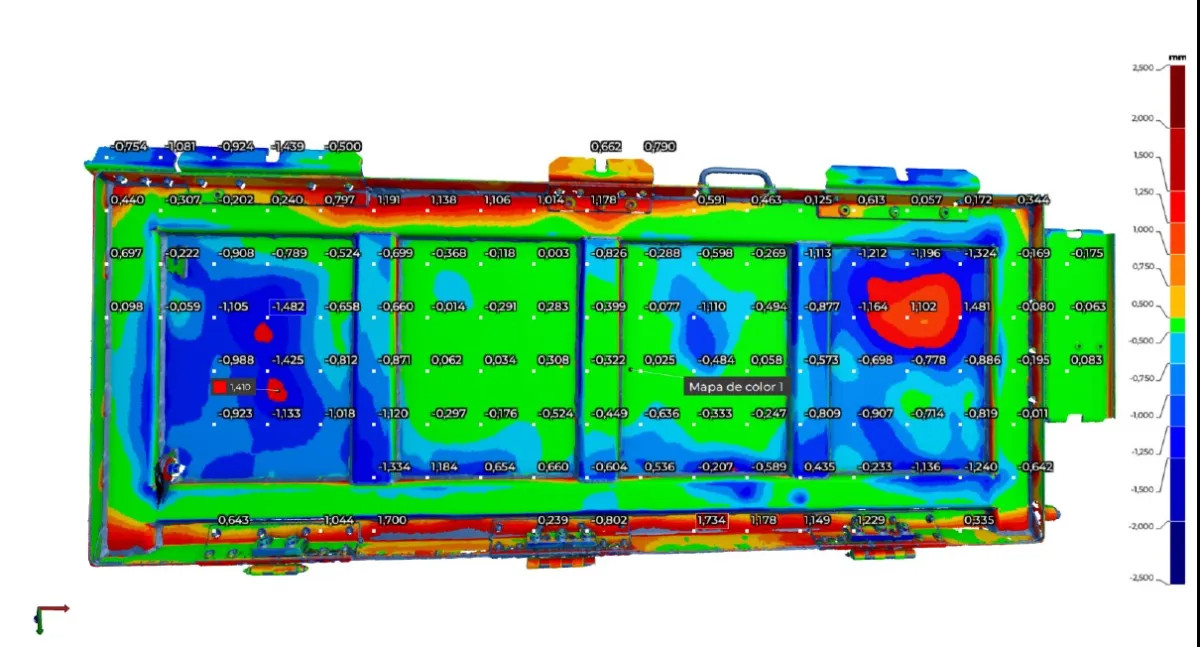
Desbideraketa-maparen sortzea (kolore-mapa)
Hau da prozesuaren zatirik bisualena eta intuitiboena. Softwareak eskaneatutako gainazaleko puntu bakoitza CADaren gainazal nominalarekin alderatzen du eta milimetroko desbiderketa kalkulatzen du. Balio horiek piezaren geometriaren gaineko kolore-mapa gisa irudikatzen dira: normalean, berdea tolerantzian barnean dauden zonak adierazten du, urdina piezak nominalaren aldean material gutxiago duela adierazten du (desbideraketa negatiboa) eta gorriak materialaren soberakina adierazten du (desbideraketa positiboa).
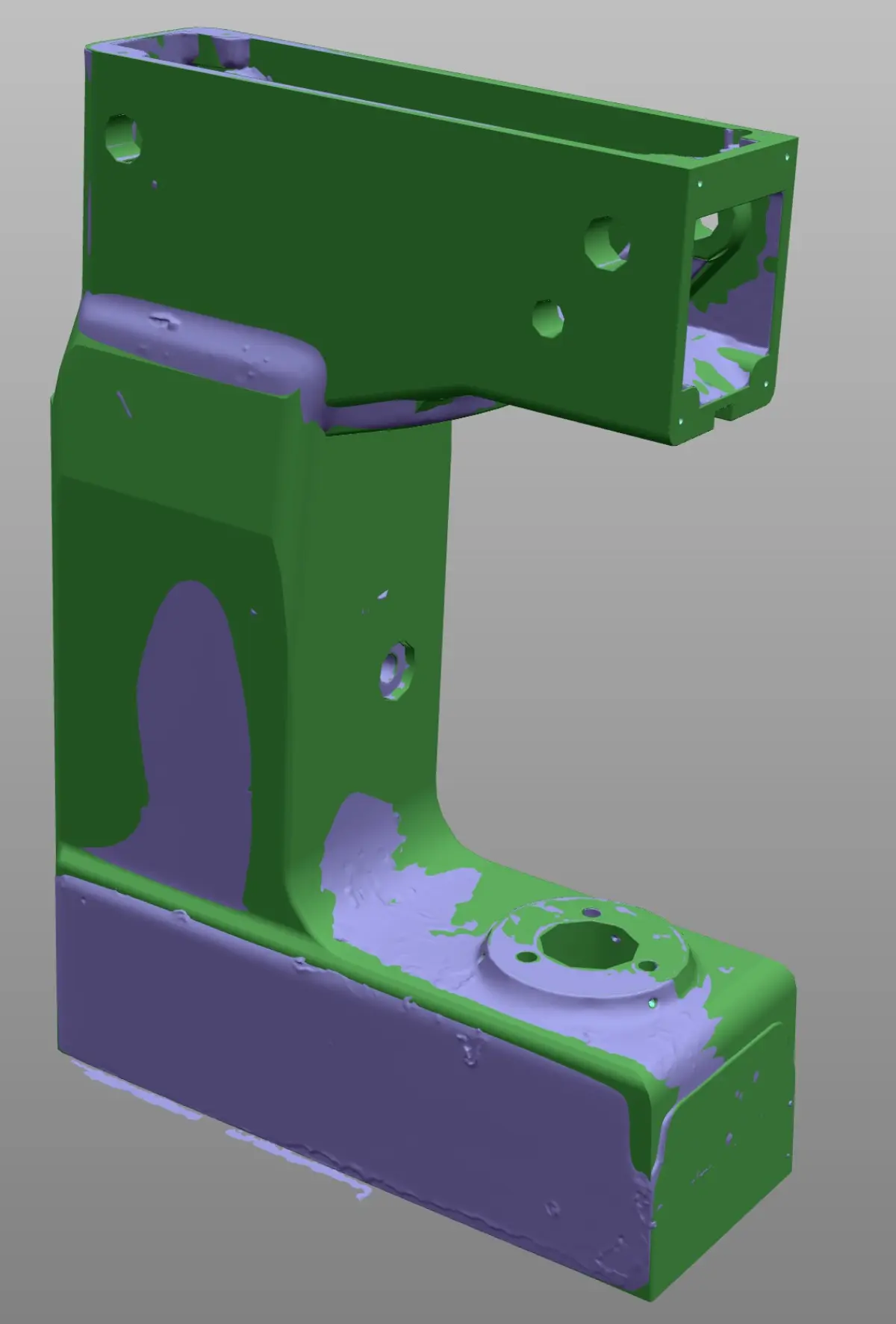
CAD vs pieza errealaren kolore-maparen konparaketa komunikazio-tresna izugarri eraginkorra da. Kalitate-arduradun batek, erostaileak edo metrologia-espezialista ez den hornitzaile batek ere begirada batez uler dezake non dagoen arazoa eta zein den bere tamaina. Zenbaki-taula bat baino askoz elotzagoa da eta onarpen, baztertze edo berzuzenketa gaietan erabaki azkarrak hartzeko aukera ematen du.
GD&T tolerantziekin dimentsio-txostena
Kolore-mapak ikuspegi globala ematen du, baina ikuskapena formalki dokumentatzeko eskaner 3Darekin GD&T dimentsio-txosten bat behar da, planoaren kota espezifikoak haien tolerantziekin, neurtutako balioa eta emaitza (OK/NOK) barne hartzen dituena. 3D eskanatzearekin egiazta daitezkeen ohiko GD&T ezaugarriak honako hauek dira:
- Dimentsio linealak eta diametrialak: planoen arteko distantziak, zuloen eta ardatzen diametroak.
- Planurtasuna: gainazal baten desbiderketa plano ideal baten aldean.
- Zilindrikotasuna eta zirkulartasuna: gainazal zilindrikoen eta zirkularren benetako forma.
- Perpendikulartasuna eta paralelismoa: gainazalen edo ardatzen arteko erlazio angeluarra.
- Gainazal-profila: gainazal konplexu baten desbideraketa globala CADaren aldean.
- Posizioa: zuloen, arrasen edo feature-en kokapen erreala datumen aldean.
Azken txostenak kolore-mapa globala konbinatzen du banakako kota-taulekin, behar den tokiko zeharkako sekzioekin eta adostasun-ondorioekin. Barne-erabakiak hartzeko eta hornitzaile edo bezeroekin komunikaziorako balio duen dokumentua da.
Fabrikazioko aplikazio zehatzak

Lehen piezen egiaztapena (FAI)
3D eskanatzearekin FAI lehen piezen egiaztapena eskaera handieneko aplikazioetako bat da, bereziki FAI baldintza zorrotzak dituzten sektoreetan, hala nola aeronautika industriala. Hornitzaile batek serie berri baten lehen piezak entregatzen dituenean —mekanizazioko lehen artikulu bat, plastikozko lehen injekzio bat, lehen galdaketa bat—, serieko ekoizpena onartu aurretik pieza betetzen dela balioztatu behar duzu. 3D eskanatzearekin piezaren geometria osoa saio bakarrean egiazta dezakezu, planoaren kota guztiekin FAI txosten osoa sortuz.
Puntuz puntuko eskuzko ikuskapen baten aurreko abantaila bikoitza da: alde batetik, gainazal osoa harrapatzen duzu (ez zenituzkeen neurtu diren zonetan arazoak detektatzeko aukera emanez); bestetik, prozesua askoz azkarragoa da, onarpen-denbora eta, ondorioz, time-to-market murriztuz.
Serieko eta lagin bidezko kontrola
Ekoizpena onartuta, dimentsio-kontrol aldizkarrak prozesuaren desbideraketak bazterketak sortu aurretik detektatzeko aukera ematen du. Eskaner 3Darekin piezak lagin bidez ikuskatu ditzakezu (adibidez, 50etik bat) eta desbideraketen erregistro historikoa mantendu. Kota bat lotetik lotera progresiboki hazten ari dela ikusten baduzu, prozesuan esku hartu dezakezu pieza tolerantziatik kanpo atera baino lehen. Hau bereziki baliotsua da plastikozko injekzio bezalako prozesuetan, non moldearen higadurak piezaren dimentsioetan aldaketa gradualak eragiten dituen. Higiene-eskakizunak dituzten sektoreetan, hala nola elikagaien industria, kontrol aldizkar hau gakoa da tankeak, moldeak eta ekoizpen-lerroak beren dimentsio-espezifikazioak mantentzen dituztela bermatzeko.
Pieza hauskorrekin edo malguak kontakturik gabeko neurketa
Kontaktuzko metodoekin deformatu edo kaltetu ezin diren piezak daude: xafla meheak, goma edo silikonazko piezak, osagai elektronikoak, konposit-piezak edo baita pieza zeramikoak ere. Pieza hauskorrekin edo malguak kontakturik gabeko neurketa eskaner 3Darekin arazo hau konpontzen du: harrapaketa guztiz optikoa da, piezarekin inolako kontaktu fisikorik gabe. Eskanerrak argia (laserra edo argi egituratua) proiektatzen du eta islada bere kamerekin jasotzen du. Piezak ez du inolako presiorik ez deformaziorik jasaten neurketaren bitartean.
Deformazioen eta higaduraren analisia
Beste ohiko aplikazio bat pieza bat zerbitzu-aldi baten ondoren eskanatzea da nola deformatu edo higatua den aztertzeko. Erabilitako piezaren eskanatzea jatorrizko CAD ereduarekin (edo pieza berriaren aurretiazko eskanatze batekin) alderatuz, non eta zenbat material galdu den edo geometria nola aldatu den zehatz-mehatz kuantifika daiteke. Hau bereziki erabilgarria da konformatze-tresnetan, trokeletan, moldeetan eta neke edo abrasioari lotutako osagaietan. Automobilgintza-sektorean, analisi-mota hau ohikoa da prototipoak eta serie laburrak balioztatzeko.
Kasu praktikoa: lotearen baztertzea datu objektiboekin
Galdaketa-hornitzailearekin dimentsio-eztabaida
Sektorea: Makineria industriala — Pieza: GG25 burdina grisezko erreduktore-karkasa, dimentsioak 420 x 280 x 310 mm.
Arazoa: Erreduktoteen fabrikatzaile batek hornitzaile berri baten 24 galdaketako karkasa-lote bat jasotzen zuen. Errodamenduak eta ardatzak muntatzen saiatzean, teknikariek detektatzen zuten alojamenduak ez zirela zenbait unitatetan zuzen sartzen. Galdaketako hornitzaileak zioen piezak betetzen zutela, kalibrearekin egindako neurketa puntualetan oinarrituz.
Konponbidea: PROMECADek lotearen 6 karkasa eskanatu zituen (%25eko laginketa) HandySCAN MAX-ekin eta bezeroak emandako CAD ereduarekin alderatu zituen. Desbideraketa-mapek agerian utzi zuten, alojamenduen diametroak zuzenak ziren arren, sarrerako ardatzaren eta irteerako ardatzaren alojamenduen arteko koaxialtasuna tolerantziatik kanpo zegoela eskaneatutako 6 piezetatik 4tan (0,35 mm-ko desbiderketa 0,15 mm-ko tolerantziaren aurrean). Errore hau kalibre batekin banakako diametroak neurtuz hautemanezina zen.
Emaitza: Dimentsio-txostena ebidentzia objektibo gisa erabiliz, bezeroak hornitzailearekin lote osoaren birfunditzea negoziatu zuen kosturik gabe. Kolore-mapa erabakigarria izan zen neurketa puntualek harrapatu ezin zuten arazo bat ikusgai egiten zuelako. Hornitzaileak bere galdaketa-utillajea zuzendu zuen txosteneko datuetan oinarrituz.
Egoera-mota hau itxurak ematen duena baino ohikoagoa da. Piezen 3D eskaneatzean dugun esperientzian, eskanatzearen balioa ez dagoela soilik arazoa detektatzean, baizik eta alde guztiek ulertu eta anbiguotasunik gabe konpondu dezaketen moduan dokumentatzean ikusi ditugun kasu asko daude. Fabrikako 3D eskaneatzeak aldea markatzen duen beste egoera batzuk ezagutu nahi badituzu, gure artikulua gomendatzen dizugu zure fabrikak 3D eskaneatua behar duen 5 egoera.
Noiz aukeratu eskaner 3D eta noiz MMK
Maiz egiten diguten galdera bat eskaner 3Dak MMKa ordezkatu dezakeen da. Erantzun zintzoa da kasuaren araberakoa dela. Egoera argiak daude teknologia bakoitzarentzat:
Aukeratu eskaner 3D hau denean:
- Piezak gainazal libreak edo geometria konplexuak ditu (turbinak, palak, karkasa organikoak).
- Gainazal osoaren ikuspegi globala behar duzu, ez soilik puntu zehatzak.
- Pieza hauskorra, malgua edo MMK baten mahai batean finkatu ezin dena da.
- Eramangarritasuna behar duzu: pieza in situ neurtu, plantan, tailerrean.
- Ikuskatu beharreko piezen bolumena handia da eta denborak murriztu behar dituzu.
- Beharrezko tolerantzia ±0,1 mm-tik gorakoa da.
Aukeratu MMK hau denean:
- Tolerantziak oso zorrotzak dira (±0,01 mm azpitik).
- Eskanerrak ikusi ezin dituen barne-feature-ak neurtu behar dituzu (zulo sakonak, barne-arrasak).
- Zure sektoreko araudiak zehazki kontaktu bidezko neurketa edo MMKrekin ziurtagiria eskatzen du.
- Pieza prismatikoa da eta kotak funtsean planoen arteko distantziak eta diametroak dira.
Kasu askotan, estrategia onena bi teknologiak konbinatzea da: eskaner 3Da egiaztapen global azkar baterako eta MMKa kota kritikoenetarako. Gure artikuluan konparaketa xehea garatu dugu eskaner 3D vs MMK: noiz erabili teknologia bakoitza.
Galdera ohikoak
Zein zehaztasun du eskaner 3Darekin kalitate-kontrolak?
Erabilitako eskanerren araberakoa da. Gure Creaform HandySCAN BLACK+ Elite-rekin, zehaztasuna 0,025 mm-ra iristen da (eta ±0,15 mm HandySCAN MAX-ekin formatu handiko piezetarako), kalitate-kontroleko industria-aplikazio gehienetarako nahikoa. 0,01 mm azpitiko tolerantzietarako, MMK bat egokiagoa izaten jarraitzen du.
Posible al da eskaner 3Darekin kalitate-kontrola egitea erreferentziazko CAD eredurik gabe?
Bai, nahiz eta mugekin. CAD eredu nominalik gabe, piezak elkarren artean alderatu ditzakezu (adibidez, pieza on bat pieza susmagarri baten aurka), dimentsio absolutuak neurtu edo simetriak egiaztatu. Hala ere, desbideraketa-mapa eta GD&T tolerantziekin fluxu osoak erreferentziazko CAD eredu bat behar du.
Zenbat irauten du eskaner 3Darekin dimentsio-ikuskapen batek?
Pieza ertain baten (500 mm arteko) eskanatzea 5 eta 15 minutu artean burutzen da. Desbideraketa-mapa eta GD&T analisiarekin txostena sortzeak 30 minutu eta 2 ordu artean iraun dezake, konplexutasunaren eta egiaztatu beharreko kota kopuruaren arabera. Guztira, txosten osoa egun berean entrega daiteke.
Eskaner 3Dak koordenatuen neurketa-makina (MMK) ordezkatzen al du?
Ez du ordezkatzen, osagarria da. Eskaner 3Da abiaduran, eramangarritasunean eta gainazal konplexuak harrapatzeko gaitasunean goragokoa da. MMKa banakako puntuetan eta oso tolerantzia zorrotzetan zehatza da. Fabrika askok bi teknologiak erabiltzen dituzte pieza motaren eta beharrezko tolerantziaren arabera.
Eskatu kalitate-kontrolaren azterketa bat zure piezarako
Zure piezen dimentsio-adostasuna egiaztatu, hornitzaile batekin eztabaida bat konpondu edo eskaner 3Darekin kalitate-kontrol protokolo bat ezarri behar baduzu, lagundu zaitzakegu. PROMECADen 20 urte baino gehiago daramatzagu industria-diseinu mekanikoan eta azken belaunaldiko 3D eskanatze-ekipoak ditugu dimentsio-txosten osoak eskaintzeko, desbideraketa-mapekin, GD&T analisiekin eta gomendio teknikoekin.
Erandioko (Bizkaian) jarduten dugu eta zure plantara mugitzen gara Euskal Herrian, Kantabrian, Nafarroan edo behar duzun tokian Espainia osoan. Kontatu iezaguzu zure kasua eta 24 ordutan baino gutxiagotan proposamen bat bidaliko dizugu.
Jarri gurekin harremanetan edo deitu iezaguzu zuzenean +34 94 406 42 83 telefonora.