4 de septiembre de 2025
Control de calidad dimensional con escáner 3D: guía completa para fabricantes
Produces una serie de piezas mecanizadas, recibes un lote de fundición de tu proveedor o acabas de ajustar un molde de inyección. La pregunta clave es siempre la misma: ¿la pieza real coincide con el diseño? El control de calidad dimensional con escáner 3D te da la respuesta de forma rápida, visual y exhaustiva: escaneas la pieza fabricada, la comparas con el modelo CAD nominal y obtienes un mapa de desviaciones en color que muestra, punto por punto, dónde la pieza cumple y dónde no. En esta guía te explicamos cómo funciona todo el proceso, cuándo tiene sentido frente a métodos tradicionales y qué tipo de informes puedes obtener.
Qué es el control de calidad dimensional y por qué importa
El control de calidad dimensional consiste en verificar que las dimensiones, formas y tolerancias de una pieza fabricada se corresponden con las especificaciones del diseño. Es la barrera entre una pieza que funciona y una pieza que genera problemas en el montaje, provoca rechazos del cliente final o compromete la seguridad de un equipo.
En cualquier proceso de fabricación —mecanizado, fundición, estampación, inyección de plástico, soldadura— existen desviaciones respecto al diseño nominal. La cuestión no es si hay desviaciones, sino si esas desviaciones caen dentro de las tolerancias admisibles. Un eje que debería medir 50,00 mm y mide 50,03 mm puede ser perfectamente válido si la tolerancia es h7, pero inaceptable si la tolerancia es h6. El control dimensional es lo que permite tomar esa decisión con datos objetivos, no con apreciaciones subjetivas.
Tradicionalmente, este control se ha realizado con herramientas manuales (calibres, micrómetros, galgas) o con máquinas de medición por coordenadas (CMM). Estos métodos siguen siendo válidos para muchas aplicaciones, pero tienen limitaciones importantes cuando la pieza tiene geometrías complejas, superficies curvas o cuando necesitas inspeccionar toda la superficie y no solo unos cuantos puntos. Ahí es donde entra el control de calidad dimensional con escáner 3D.
Métodos tradicionales vs escáner 3D
Antes de profundizar en el flujo de trabajo con escáner 3D, conviene entender qué aporta cada método de inspección y en qué se diferencian. Esta comparativa te ayudará a decidir cuál tiene más sentido para tu caso concreto. Si quieres una comparación en profundidad entre escáner 3D y máquina de medición por coordenadas, hemos preparado un artículo específico sobre escáner 3D vs CMM.
| Criterio | Calibre / Galgas | CMM | Escáner 3D |
|---|---|---|---|
| Puntos medidos | 1 por medición | Decenas a cientos | Millones |
| Precisión típica | ±0,01 mm | ±0,002-0,005 mm | 0,025 mm (HandySCAN BLACK+ Elite) / ±0,15 mm (HandySCAN MAX) |
| Tiempo por pieza | 5-30 min | 15-60 min | 5-15 min (escaneo) |
| Portabilidad | Total | Nula (equipo fijo) | Total (portátil) |
| Superficies complejas | Muy limitado | Limitado | Excelente |
| Visualización global | No | Parcial | Mapa de colores completo |
| Formación requerida | Básica | Alta (programación) | Media |
El calibre y las galgas son herramientas imprescindibles para mediciones puntuales rápidas en taller. La CMM es la referencia cuando necesitas la máxima precisión en puntos concretos y tolerancias muy estrictas (por debajo de 0,01 mm). El escáner 3D destaca cuando necesitas comparar pieza fabricada con modelo CAD 3D de forma global: no mides puntos sueltos, capturas toda la superficie y ves de un vistazo dónde hay problemas.
En la práctica, las tres tecnologías conviven en muchas fábricas. La cuestión no es cuál es mejor en abstracto, sino cuál se adapta mejor a cada tipo de pieza, tolerancia y volumen de inspección. Puedes profundizar en esta decisión en nuestro artículo sobre cuánto cuesta el escaneo 3D industrial, donde también abordamos los costes comparativos.
Cómo funciona la inspección dimensional con escáner 3D
El flujo de trabajo para hacer control de calidad dimensional con escáner 3D sigue cuatro fases bien definidas. Cada una requiere software y criterio técnico específicos.
Escaneo de la pieza fabricada
El primer paso es capturar la geometría real de la pieza mediante un escáner 3D. En PROMECAD utilizamos los escáneres Creaform HandySCAN BLACK+ Elite (exactitud de 0,025 mm) y HandySCAN MAX (±0,15 mm, piezas de gran formato), que nos permiten capturar millones de puntos de la superficie en cuestión de minutos. El escaneo se puede realizar en nuestras instalaciones o directamente en la planta del cliente: el equipo es completamente portátil y no requiere condiciones ambientales especiales. Para piezas muy grandes o instalaciones completas, complementamos con nuestro Trimble X7, que cubre rangos de 0,6 a 80 metros.
→ Ver guía completa: qué precisión tiene un escáner 3D industrial
El resultado del escaneo es una nube de puntos densa que representa la superficie real de la pieza tal como ha sido fabricada, sin interpretaciones ni aproximaciones. Esta es la materia prima del análisis dimensional.
Alineación con el modelo CAD nominal
Una vez obtenida la nube de puntos (o la malla poligonal procesada), el siguiente paso es alinearla con el modelo CAD de referencia —el diseño nominal contra el que se va a inspeccionar—. Esta alineación es crítica porque condiciona todos los resultados posteriores. Se puede realizar de varias formas: best-fit (ajuste por mínimos cuadrados), alineación por datums (referencias funcionales de la pieza) o alineación RPS (Reference Point System) según las especificaciones del plano.
La elección del método de alineación no es trivial. Una alineación best-fit distribuye las desviaciones de forma uniforme y es útil para una visión general, pero puede enmascarar problemas funcionales. Una alineación por datums refleja cómo se va a montar la pieza en la realidad y, por tanto, muestra las desviaciones que realmente importan. En PROMECAD, siempre acordamos con el cliente el método de alineación antes de generar el informe.
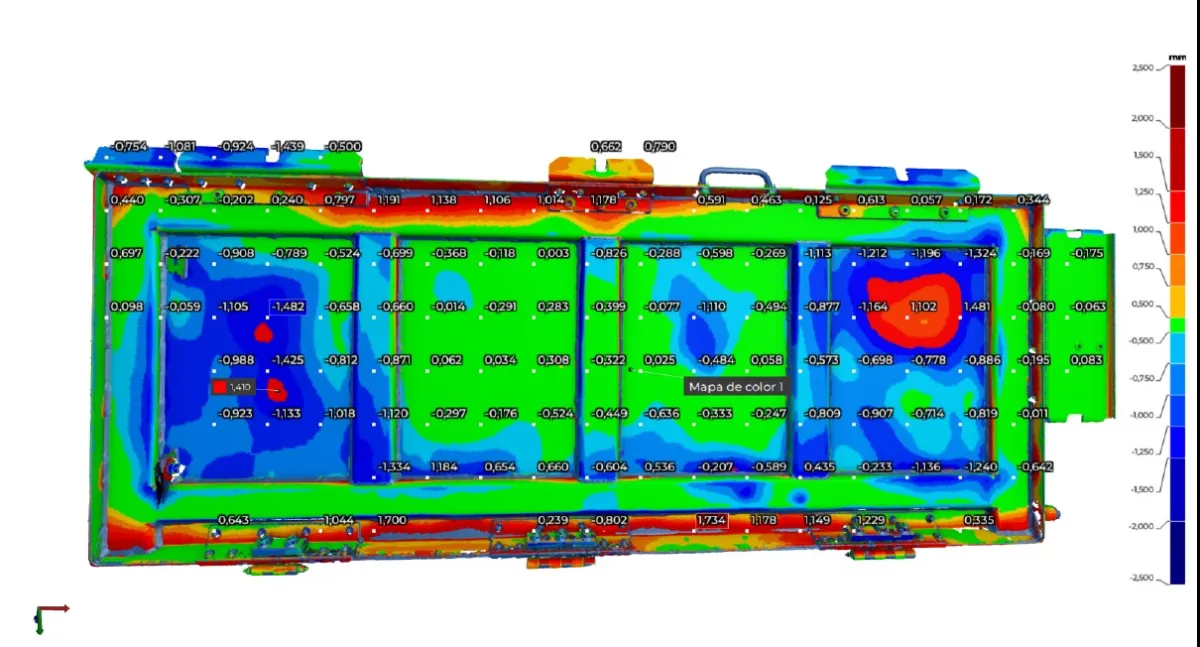
Generación del mapa de desviaciones (mapa de colores)
Esta es la parte más visual e intuitiva del proceso. El software compara cada punto de la superficie escaneada con la superficie nominal del CAD y calcula la desviación en milímetros. Esos valores se representan como un mapa de colores sobre la geometría de la pieza: típicamente, el verde indica zonas dentro de tolerancia, el azul indica que la pieza tiene menos material del nominal (desviación negativa) y el rojo indica exceso de material (desviación positiva).
La comparativa CAD vs pieza real con mapa de colores es una herramienta de comunicación extraordinariamente eficaz. Un responsable de calidad, un comprador o incluso un proveedor que no es especialista en metrología puede entender de un vistazo dónde está el problema y su magnitud. Es mucho más elocuente que una tabla de números y permite tomar decisiones rápidas sobre aceptación, rechazo o retrabajo.
Informe dimensional con tolerancias GD&T
El mapa de colores da una visión global, pero para documentar formalmente la inspección se necesita un informe dimensional GD&T con escáner 3D que incluya las cotas específicas del plano con sus tolerancias, el valor medido y el resultado (OK/NOK). Las características GD&T habituales que se pueden verificar con escaneo 3D incluyen:
- Dimensiones lineales y diametrales: distancias entre planos, diámetros de agujeros y ejes.
- Planaridad: desviación de una superficie respecto a un plano ideal.
- Cilindricidad y circularidad: forma real de superficies cilíndricas y circulares.
- Perpendicularidad y paralelismo: relación angular entre superficies o ejes.
- Perfil de superficie: desviación global de una superficie compleja respecto al CAD.
- Posición: ubicación real de agujeros, ranuras o features respecto a datums.
El informe final combina el mapa de colores global con las tablas de cotas individuales, las secciones transversales donde sea necesario y las conclusiones de conformidad. Es un documento que sirve tanto para la toma de decisiones interna como para la comunicación con proveedores o clientes.
Aplicaciones concretas en fabricación

Verificación de primeras piezas (FAI)
La verificación de primeras piezas FAI con escaneo 3D es una de las aplicaciones más demandadas, especialmente en sectores con requisitos FAI estrictos como la aeronáutica industrial. Cuando un proveedor entrega las primeras piezas de una serie nueva —un primer artículo de mecanizado, una primera inyección de plástico, una primera fundición—, necesitas validar que la pieza cumple antes de aprobar la producción en serie. Con el escaneo 3D puedes verificar toda la geometría de la pieza en una sola sesión, generando un informe FAI completo con todas las cotas del plano.
La ventaja frente a la inspección manual punto a punto es doble: por un lado, capturas toda la superficie (lo que te permite detectar problemas en zonas que no habrías medido); por otro, el proceso es mucho más rápido, lo que reduce el tiempo de aprobación y, en consecuencia, el time-to-market.
Control en serie y por muestreo
Una vez aprobada la producción, el control dimensional periódico permite detectar derivas del proceso antes de que generen rechazos. Con el escáner 3D puedes inspeccionar piezas por muestreo (por ejemplo, una de cada 50) y mantener un registro histórico de las desviaciones. Si observas que una cota va creciendo progresivamente de lote en lote, puedes intervenir en el proceso antes de que la pieza salga de tolerancia. Esto es especialmente valioso en procesos como la inyección de plástico, donde el desgaste del molde provoca cambios graduales en las dimensiones de la pieza. En sectores con requisitos de higiene como la industria alimentaria, este control periódico es clave para garantizar que tanques, moldes y líneas de producción mantienen sus especificaciones dimensionales.
Medición sin contacto de piezas frágiles o flexibles
Hay piezas que no se pueden medir con métodos de contacto sin deformarlas o dañarlas: láminas delgadas, piezas de goma o silicona, componentes electrónicos, piezas de composite o incluso piezas cerámicas. La medición sin contacto de piezas frágiles o flexibles con escáner 3D resuelve este problema: la captura es completamente óptica, sin ningún contacto físico con la pieza. El escáner proyecta luz (láser o luz estructurada) y recoge la reflexión con sus cámaras. La pieza no sufre ninguna presión ni deformación durante la medición.
Análisis de deformaciones y desgaste
Otra aplicación habitual es escanear una pieza después de un periodo de servicio para analizar cómo se ha deformado o desgastado. Comparando el escaneo de la pieza usada con el modelo CAD original (o con un escaneo previo de la pieza nueva), se puede cuantificar exactamente dónde y cuánto material se ha perdido o cómo ha cambiado la geometría. Esto es especialmente útil en útiles de conformado, troqueles, moldes y componentes sometidos a fatiga o abrasión. En el sector de automoción, este tipo de análisis es habitual para validar prototipos y series cortas.
Caso práctico: rechazo de lote con datos objetivos
Disputa dimensional con proveedor de fundición
Sector: Maquinaria industrial — Pieza: Carcasa de reductor en fundición gris GG25, dimensiones 420 x 280 x 310 mm.
Problema: Un fabricante de reductores recibía un lote de 24 carcasas fundidas de un nuevo proveedor. Al intentar montar los rodamientos y ejes, los técnicos detectaban que los alojamientos no encajaban correctamente en varias unidades. El proveedor de fundición aseguraba que las piezas cumplían, basándose en mediciones puntuales con calibre.
Solución: PROMECAD escaneó 6 carcasas del lote (muestreo del 25%) con el HandySCAN MAX y las comparó con el modelo CAD facilitado por el cliente. Los mapas de desviaciones revelaron que, si bien los diámetros de los alojamientos eran correctos, la coaxialidad entre los alojamientos del eje de entrada y el eje de salida estaba fuera de tolerancia en 4 de las 6 piezas escaneadas (desviación de 0,35 mm frente a una tolerancia de 0,15 mm). Este error era indetectable midiendo diámetros individuales con un calibre.
Resultado: Con el informe dimensional como evidencia objetiva, el cliente negoció con el proveedor la refundición del lote completo sin coste. El mapa de colores fue determinante porque hacía visible un problema que las mediciones puntuales no podían capturar. El proveedor corrigió su utillaje de fundición basándose en los datos del informe.
Este tipo de situaciones es más frecuente de lo que parece. En nuestra experiencia realizando escaneado 3D de piezas, hemos visto muchos casos donde el valor del escaneo no está solo en detectar el problema, sino en documentarlo de forma que todas las partes lo entiendan y se pueda resolver sin ambigüedades. Si quieres conocer otras situaciones donde el escaneo 3D marca la diferencia en fábrica, te recomendamos nuestro artículo sobre las 5 situaciones en las que tu fábrica necesita escaneo 3D.
Cuándo elegir escáner 3D y cuándo CMM
Una pregunta que nos hacen con frecuencia es si el escáner 3D puede sustituir a la CMM. La respuesta honesta es que depende del caso. Hay situaciones claras para cada tecnología:
Elige escáner 3D cuando:
- La pieza tiene superficies libres o geometrías complejas (turbinas, álabes, carcasas orgánicas).
- Necesitas una visión global de toda la superficie, no solo puntos concretos.
- La pieza es frágil, flexible o no se puede fijar en la mesa de una CMM.
- Necesitas portabilidad: medir la pieza in situ, en planta, en taller.
- El volumen de piezas a inspeccionar es alto y necesitas reducir tiempos.
- La tolerancia requerida está por encima de ±0,1 mm.
Elige CMM cuando:
- Las tolerancias son muy estrictas (por debajo de ±0,01 mm).
- Necesitas medir features internos que el escáner no puede ver (agujeros profundos, ranuras internas).
- La normativa de tu sector exige específicamente medición por contacto o certificación con CMM.
- La pieza es prismática y las cotas son básicamente distancias entre planos y diámetros.
En muchos casos, la mejor estrategia es combinar ambas tecnologías: el escáner 3D para una verificación global rápida y la CMM para las cotas más críticas. Hemos desarrollado una comparativa detallada en nuestro artículo sobre escáner 3D vs CMM: cuándo usar cada tecnología.
Preguntas frecuentes
¿Qué precisión tiene el control de calidad con escáner 3D?
Depende del escáner utilizado. Con nuestro Creaform HandySCAN BLACK+ Elite la exactitud alcanza 0,025 mm (y ±0,15 mm con el HandySCAN MAX para piezas de gran formato), suficiente para la mayoría de aplicaciones industriales de control de calidad. Para tolerancias por debajo de 0,01 mm, una CMM sigue siendo más adecuada.
¿Se puede hacer control de calidad con escáner 3D sin modelo CAD de referencia?
Sí, aunque con limitaciones. Sin un modelo CAD nominal, puedes comparar piezas entre sí (por ejemplo, una pieza buena contra una sospechosa), medir dimensiones absolutas o verificar simetrías. Sin embargo, el flujo completo con mapa de desviaciones y tolerancias GD&T requiere un modelo CAD de referencia.
¿Cuánto tarda una inspección dimensional con escáner 3D?
El escaneo de una pieza media (hasta 500 mm) se completa en 5 a 15 minutos. La generación del informe con mapa de desviaciones y análisis GD&T puede llevar entre 30 minutos y 2 horas, dependiendo de la complejidad y el número de cotas a verificar. En total, un informe completo se puede entregar en el mismo día.
¿Sustituye el escáner 3D a la máquina de medición por coordenadas (CMM)?
No la sustituye, sino que la complementa. El escáner 3D es superior en velocidad, portabilidad y capacidad de capturar superficies complejas. La CMM es más precisa en puntos individuales y tolerancias muy estrictas. Muchas fábricas utilizan ambas tecnologías según el tipo de pieza y la tolerancia requerida.
Solicita un estudio de control de calidad para tu pieza
Si necesitas verificar la conformidad dimensional de tus piezas, resolver una disputa con un proveedor o establecer un protocolo de control de calidad con escáner 3D, podemos ayudarte. En PROMECAD llevamos más de 20 años en diseño mecánico industrial y contamos con equipos de escaneado 3D de última generación para ofrecerte informes dimensionales completos, con mapas de desviaciones, análisis GD&T y recomendaciones técnicas.
Operamos desde Erandio (Bizkaia) y nos desplazamos a tu planta en País Vasco, Cantabria, Navarra o donde lo necesites en toda España. Cuéntanos tu caso y te enviamos una propuesta en menos de 24 horas.
Contacta con nosotros o llámanos directamente al +34 94 406 42 83.